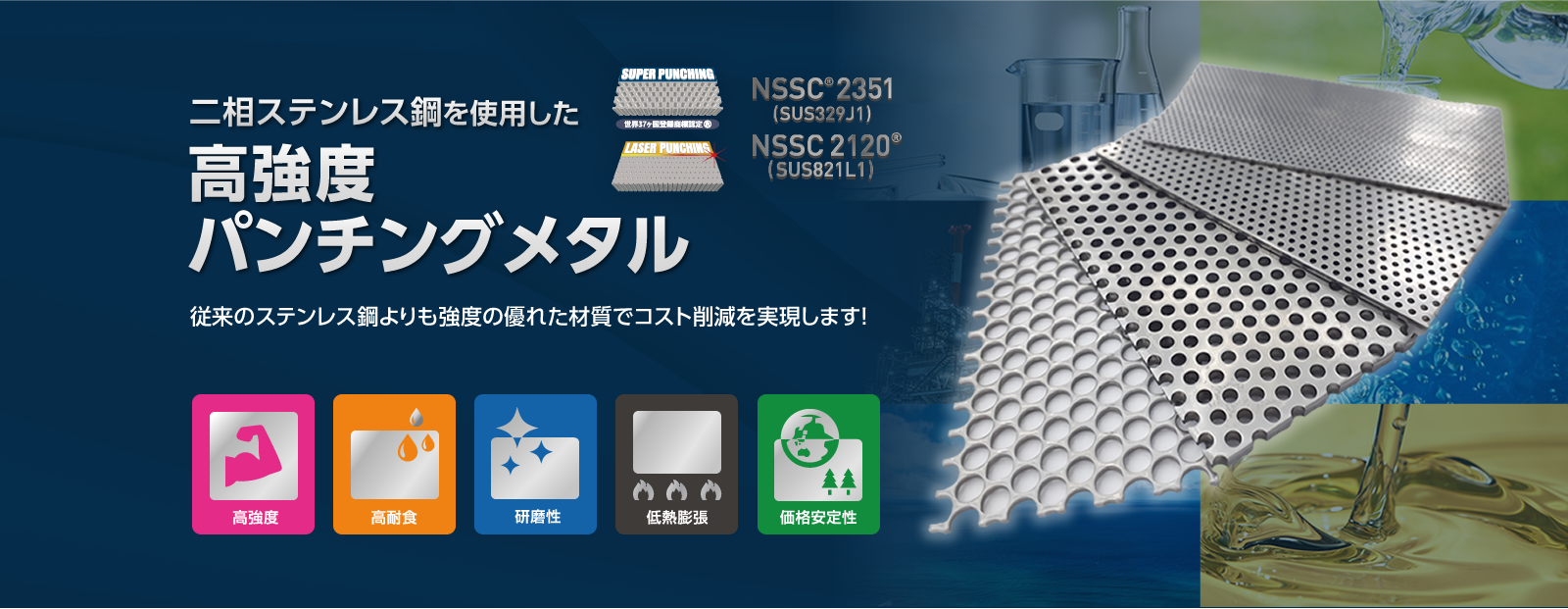
二相ステンレス鋼パンチングメタル

こんなお困りごとは二相ステンレス鋼で解決!
食品・飲料品、医薬品の製造現場のお困りごとに
  |   |   |   |

従来のステンレスから
二相ステンレス鋼の
パンチングメタルに変更して
あらゆるお困りごとを解決!
従来品よりも強度、耐久性に優れた素材を使用した「二相ステンレス鋼」のパンチングメタルに置き換えることで、
使用機材の交換頻度を低減や、補強材も減らし、コスト削減が見込めます。
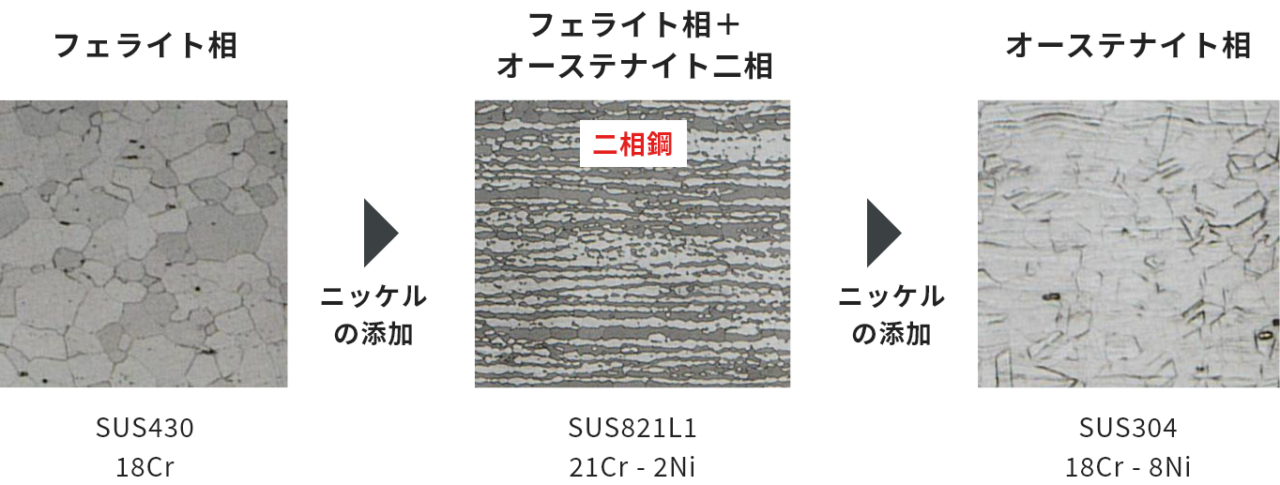
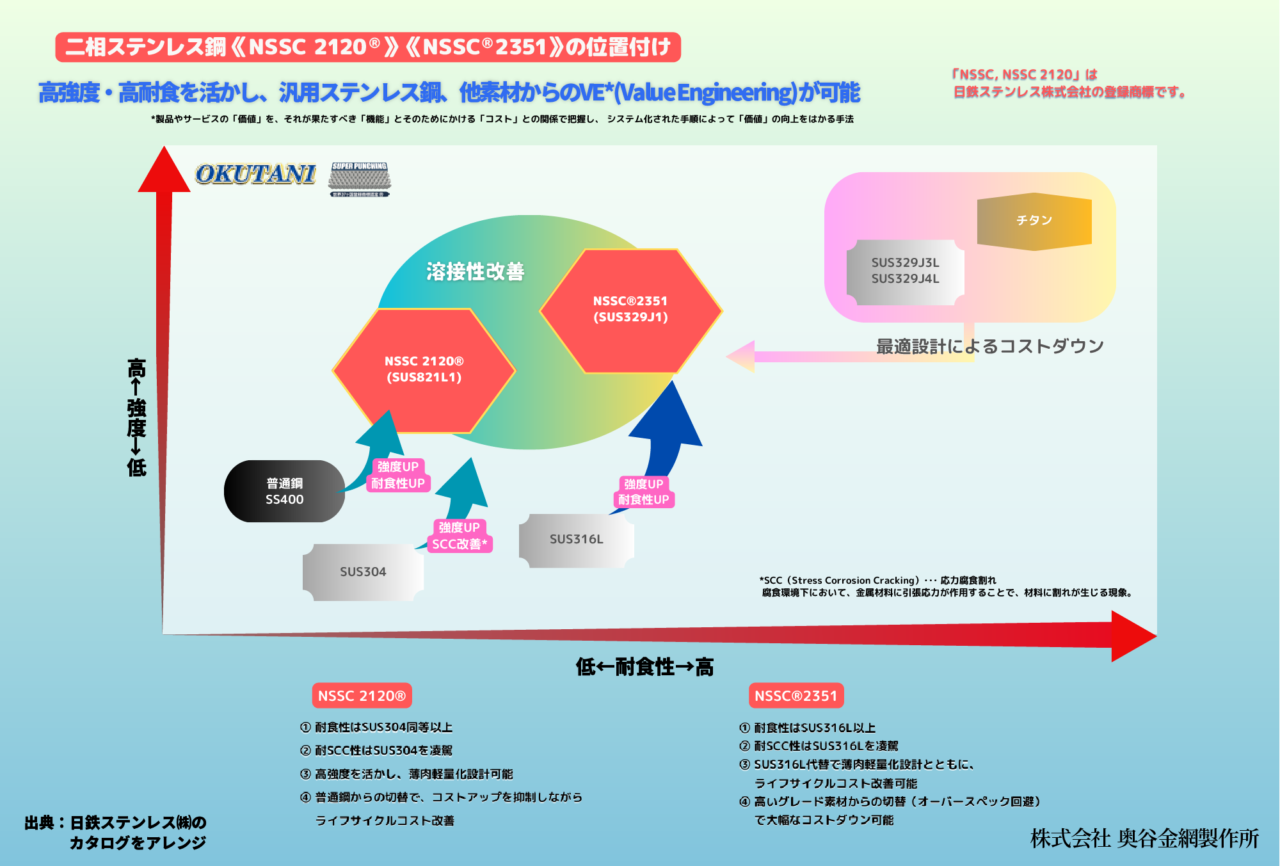
二相ステンレス鋼とは?
二層鋼 (クラッド)ではありません。
二相鋼は、二つの金属組織
フェライト相とオーステナイト相からなる二相混合ステンレスです。
Cr含有量を増やし、Ni含有量を減らすことで二相混合としています。
※SUS430(18Cr/フェライト相)に、8%Niを添加するとSUS304(18Cr-8Ni/オーステナイト相)になりますが、Ni添加量を途中(2%Ni)で止めると二相鋼NSSC 2120になります。
二相ステンレス鋼パンチングメタルの特長
高強度

SUS304・SUS316L
パンチングメタルの強度問題を解消
「二相ステンレス鋼」は従来のステンレス鋼と比較して、強度が約2倍、硬度が高い性質があります。
- 強度(0.2%耐力)が約2倍で薄肉・軽量化が可能、バネ性に優れる
- 硬度が高く耐摩耗性が良い、物が当たった時に凹みにくい
高耐食

耐孔食性・耐応力腐食割れ性に優れる
「二相ステンレス鋼」は塩化物環境における耐応力腐食割れ性 (耐SCC)に優れます。
- 設備の長寿命化
- ライフサイクルコスト低減
研磨性

バフ研磨性に優れる
従来のステンレス鋼よりバフ研磨性に優れ、表面の光沢が得やすいです。
- 研磨工数の削減
低熱膨張

SUS304に比べ、熱による膨張・収縮が小さい
線膨張係数が小さく、加熱・冷却による膨張・収縮、熱変形がおきにくいです。
- 熱変形・熱疲労の緩和
価格安定性

レアメタルNi・Moの含有量が少ない
レアメタルの含有量が少ないので、従来のステンレス鋼よりも価格変動の影響を受けにくく、地球環境にも優しい素材です。
- 原料価格変動の影響を受け難い
- 「地球環境に優しい」エコな材料
コストダウン
重量を減らしてコスト削減を実現
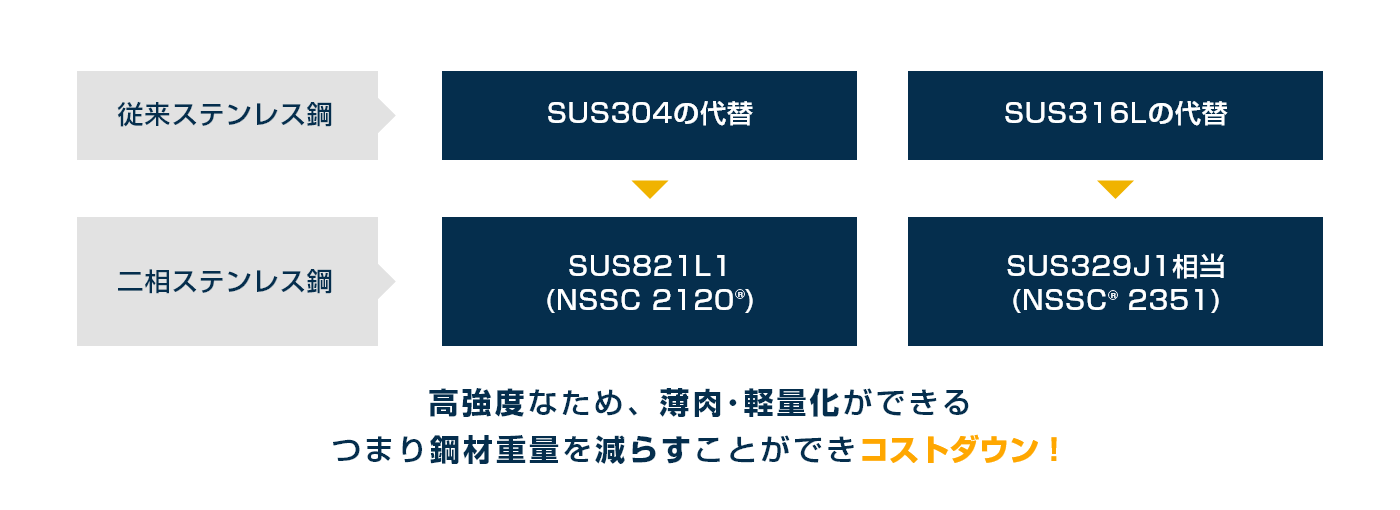
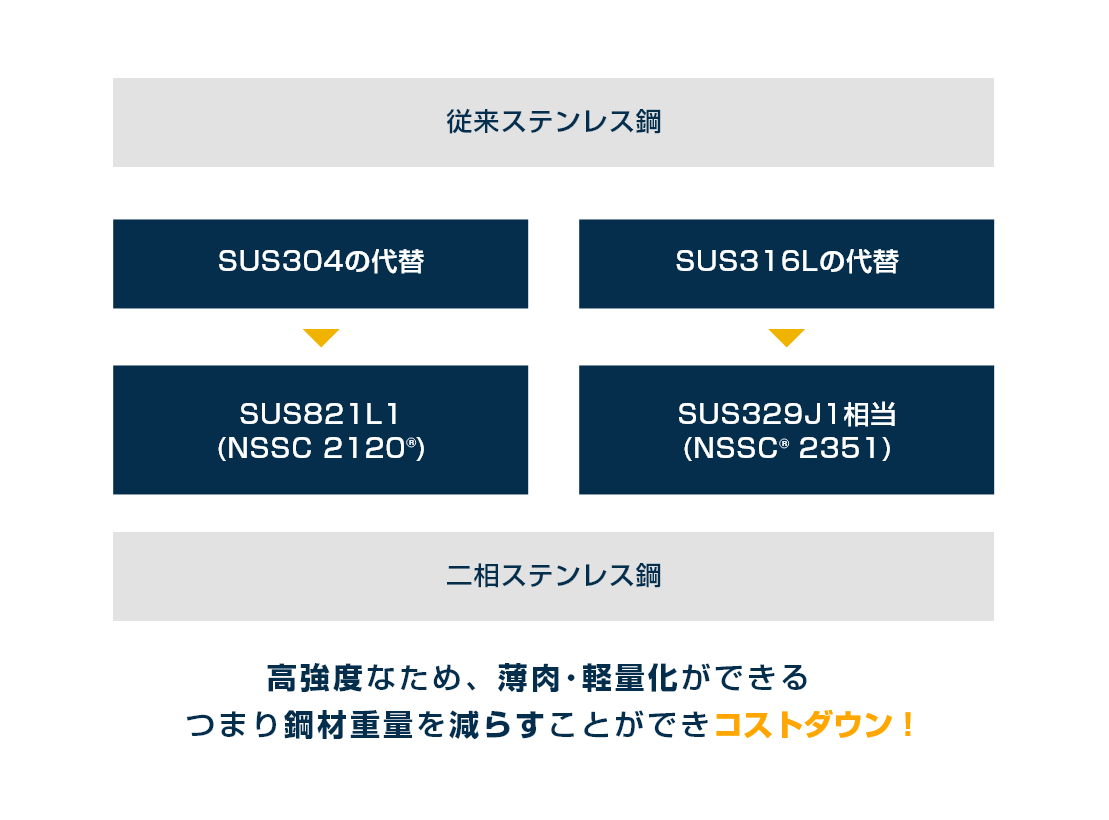
「二相ステンレス鋼」は従来ステンレス鋼に比べ、高強度なため、薄肉・軽量化できることが大きな特徴です。
そのため、鋼材重量を減らすことができ、
コストダウンへつなげることができます。
製品仕様
二相ステンレス鋼パンチングメタル孔開け加工範囲表
SUS821L1(NSSC 2120®)
パンチングメタル
| 加工方法 | 孔径 (mm) | 板厚 (mm) | ピッチ (mm) | 開孔率 | 最大加工寸法 (mm) |
|---|---|---|---|---|---|
パンチング | φ0.7 | 0.5t | P1.5 | 19.7% | 500×500 |
| φ0.8 | P1.6 | 22.7% | |||
| P1.9 | 16.1% | 500×1000 | |||
| φ0.9 | P1.8 | 22.7% | 500×500 | ||
| φ1.0 | P2 | 22.7% | 1000×1000 | ||
| φ0.8 | 0.8t | P1.6 | 22.7% | 500×1000 | |
| φ0.9 | P1.5 | 32.6% | 500×500 | ||
| φ1.0 | 40.3% | ||||
| φ1.0 | 1.0t | P1.5 | 40.3% | 500×1000 | |
| φ1.0 | P2.0 | 22.7% | 1000×1000 | ||
| φ1.5 | 51.0% | 500×1000 | |||
| φ2.0 | P3.5 | 29.6% | 1000×2000 | ||
| φ1.5 | 1.5t | P2.3 | 38.5% | 500×1000 | |
| P3.0 | 22.7% | 1000×2000 | |||
| φ5.0 | P6.0 | 62.9% | |||
| φ2.0 | 2.0t | P3.0 | 40.2% | ||
| φ3.0 | 3.0t | P4.0 | 51.0% | 1000×1000 | |
| φ3.0 | P5.0 | 32.6% | 1000×2000 |
レーザパンチング
| 加工 方法 | 孔径 (mm) | 板厚 (mm) | ピッチ (mm) | 最大開孔率 | 最大加工寸法 (mm) |
|---|---|---|---|---|---|
レーザ | φ0.035 | 0.5t | 3.5% | 400×800 | |
| φ0.045 | 5.0% | ||||
| φ0.075 | 6.5% | ||||
| φ0.110 | 10.0% | ||||
| φ0.155 | 14.0% | ||||
| φ0.200 | 17.0% | ||||
| φ0.270 | 19.0% | ||||
| φ0.320 | 22.0% | ||||
| φ0.410 | 22.0% | ||||
| φ0.560 | 25.0% |
※パンチングの配列は60°チドリになります。
SUS329J1相当(NSSC®2351)
パンチングメタル
| 加工方法 | 孔径 (mm) | 板厚 (mm) | ピッチ (mm) | 開孔率 | 最大加工寸法 (mm) |
|---|---|---|---|---|---|
| パンチング | φ0.7 | 0.5t | P1.5 | 19.7% | 500×500 |
| φ0.8 | P1.6 | 22.7% | |||
| P1.9 | 16.1% | 500×1000 | |||
| φ0.9 | P1.8 | 22.7% | 500×500 | ||
| φ1.0 | P2 | 22.7% | 1000×1000 | ||
| φ0.8 | 0.8t | P1.6 | 22.7% | 500×1000 | |
| φ0.9 | P1.5 | 32.6% | 500×500 | ||
| φ1.0 | 40.3% | ||||
| φ1.0 | 1.0t | P1.5 | 40.3% | 500×1000 | |
| φ1.0 | P2.0 | 22.7% | 1000×1000 | ||
| φ1.5 | 51.0% | 500×1000 | |||
| φ2.0 | P3.5 | 29.6% | 1000×2000 | ||
| φ1.5 | 1.5t | P2.3 | 38.5% | 500×1000 | |
| P3.0 | 22.7% | 1000×2000 | |||
| φ5.0 | P6.0 | 62.9% | |||
| φ2.0 | 2.0t | P3.0 | 40.2% | ||
| φ3.0 | 3.0t | P4.0 | 51.0% | 1000×1000 | |
| φ3.0 | P5.0 | 32.6% | 1000×2000 |
レーザパンチング
| 加工 方法 | 孔径 (mm) | 板厚 (mm) | ピッチ (mm) | 最大開孔率 | 最大加工寸法 (mm) |
|---|---|---|---|---|---|
| レーザ | φ0.410 | 0.8t | 22.0% | 400×800 | |
| φ0.560 | 25.0% |
※レーザー加工の配列は、ランダム並列になります。
※パンチングの配列は60°チドリになります。
二相ステンレス鋼パンチングメタル在庫リスト
材質:SUS821L1
| 板厚 (t) | 孔径×ピッチ (φ×P) | 配列 | 最大加工寸法 |
|---|---|---|---|
| 1.0 | φ1.5×P3.0 | 60°チドリ | 1000×2000 |
| 1.0 | φ2.0×P3.0 | 60°チドリ | 1000×2000 |
代表成分・耐孔食指数
| 鋼種 | Cr | Ni | Mo | Mn | N | レアメタル*1 | PREN*2 |
|---|---|---|---|---|---|---|---|
| ①SUS821L1 (NSSC 2120®) | 21 | 2 | – | 3 | 0.17 | 23 | 25 |
| ②SUS329J1相当 (NSSC®2351) | 23 | 5 | 1 | 1 | 0.17 | 29 | 30 |
| SUS304 | 18 | 8 | – | 1 | 0.04 | 26 | 19 |
| SUS316L | 18 | 12 | 2.5 | 1 | 0.02 | 32.5 | 26 |
※パンチングの配列は60°チドリになります。
代表成分・耐孔食指数
| 鋼種 | Cr | Ni | Mo | Mn | N | レアメタル*1 | PREN*2 |
|---|---|---|---|---|---|---|---|
| ①SUS821L1 (NSSC 2120®) | 21 | 2 | – | 3 | 0.17 | 23 | 25 |
| ②SUS329J1相当 (NSSC®2351) | 23 | 5 | 1 | 1 | 0.17 | 29 | 30 |
| SUS304 | 18 | 8 | – | 1 | 0.04 | 26 | 19 |
| SUS316L | 18 | 12 | 2.5 | 1 | 0.02 | 32.5 | 26 |
●従来鋼に比べ、二相鋼は高Cr、低Ni、低Mo、高Nとなっています。含有レアメタルの総和が数%低く「地球環境に優しい」エコな材料です。
●SUS304・SUS316Lに対して、夫々NSSC 2120・NSSC2351の耐孔食指数は高くなっています。
*1 レアメタル総和=Cr%+Ni%+Mo%
*2 PREN(耐孔食指数)=Cr%+3.3×Mo%+16×N%
機械的性質
| 鋼種 | 0.2%耐力 (N/㎟) | 引張強さ (N/㎟) | 伸び (%) | 硬さ HV |
|---|---|---|---|---|
| ①SUS821L1 (NSSC 2120®) | 570 | 792 | 31 | 256 |
| ②SUS329J1相当 (NSSC®2351) | 613 | 830 | 29 | 264 |
| SUS304 | 300 | 654 | 56 | 170 |
| SUS316L | 281 | 561 | 53 | 143 |
●二相鋼は従来鋼と比較して
- ✓強度(0.2%耐力)が約二倍→薄肉・軽量化が可能、バネ性に優れています。
- ✓硬さが固い→耐摩耗性が良く、物が当たった時に凹みにくいです。
物理的性質
| 鋼種 | 密度 g/㎤ | 縦弾性係数 KN/㎟ | 比熱 KJ/kg/℃ | 熱伝導率 w/m/℃ | 線膨張係数 ×10⁻⁶/℃ | 磁性 |
|---|---|---|---|---|---|---|
| ①SUS821L1 (NSSC 2120®) | 7.80 | 200 | 0.5 | 16.0 | 13.7 | 有 |
| ②SUS329J1相当 (NSSC®2351) | 7.80 | 200 | 0.5 | 15.2 | 13.1 | 有 |
| SUS304 | 7.93 | 193 | 0.5 | 16.3 | 17.3 | 無 |
| SUS316L | 7.98 | 193 | 0.5 | 16.3 | 16.0 | 無 |

●二相鋼は従来オーテステナイト鋼と比較して
- ✓磁性がある→マグネットによる異物検出・除去が可能となります。
- ✓線膨張係数が小さい→加熱/冷却による膨張/縮小、熱変形も小さいです。
二相ステンレス鋼の溶接と注意点
NSSC独自二相鋼NSSC 2120®(SUS821L1)・NSSC®2351(SUS329J1相当)は、溶接性を大幅に改善しており、おおよそSUS304同等条件で溶接可能。
下記の点に注意ください。
![]() 専用の溶接材料
専用の溶接材料
(下表)の使用を推奨
溶接材料を使用しない溶接も可能ですが、
溶接部特性の事前確認が必要
![]() 適正な入熱量管理
適正な入熱量管理
(過少入熱、点付けまま・過大入熱を避ける、
パス間温度は100°C以下)
![]() シールドガスに水素の使用を避ける
シールドガスに水素の使用を避ける
![]() 溶接スケールの除去
溶接スケールの除去
推奨溶接材料
| 鋼種 | 被覆アーク棒 | TIG溶加棒・ソリッド | フラックス入りワイヤ |
|---|---|---|---|
| NSSC 2120® | 共金系(リーン二相鋼) Type2209 | Type2209 | 共金系(リーン二相鋼) Type2209 |
| NSSC®2351 | Type2209 | Type2209 | Type2209 |
二相鋼の異材溶接
| SUS304系 | Type2209,309LMo,309L |
| SUS316系 | Type2209,309LMo |
参考事例
食品工場 大型タンク
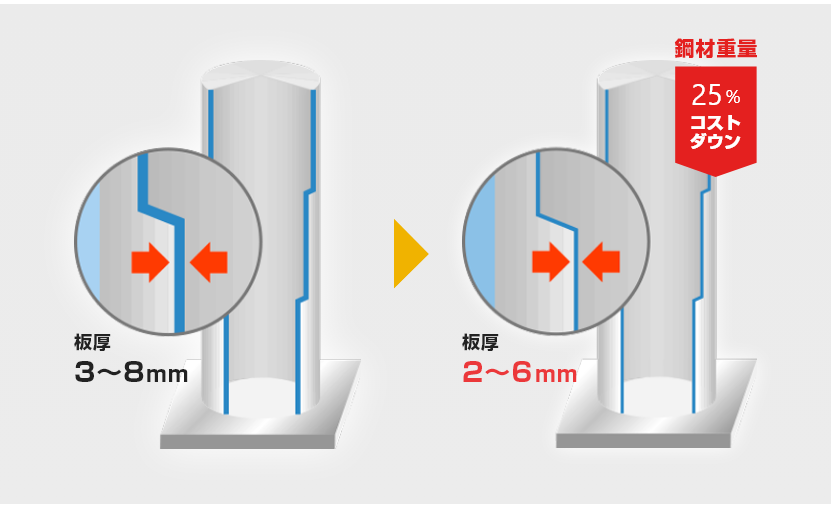
| 板厚 | 3~8mm |
| 従来ステンレス鋼 | SUS304 |
| 板厚 | 2~6mm |
| 二相ステンレス鋼 | SUS821L1 |
食品工場の大型タンクを「二相ステンレス鋼」に置き換えることで、板厚を3~8mmから2~6mmに薄肉化。
鋼材重量25%ダウンし、軽量化することが出来ました。
使用クレーンも小さくなり、設置のコストダウンも実現しました。
移動式のサニタリータンクも同様に置き換え、搬送性が向上しました。
食品工場 レトルト殺菌トレー
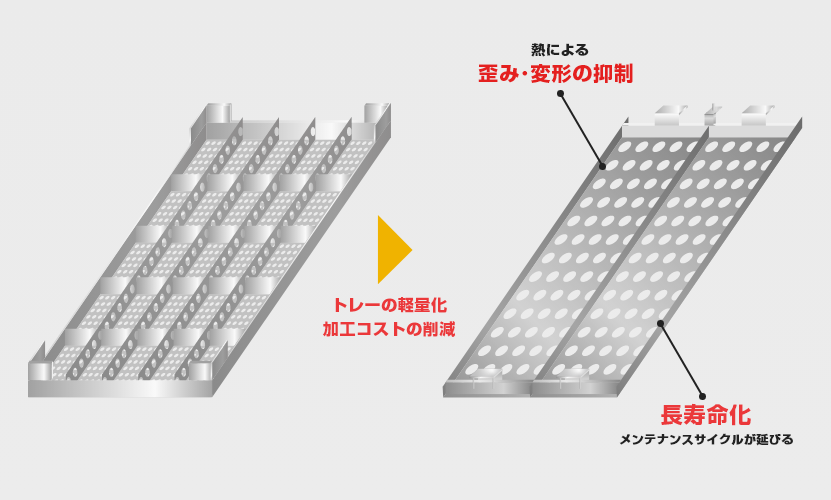
| 従来ステンレス鋼 | SUS304、アルミ樹脂 |
| 二相ステンレス鋼 | SUS821L1 |
食品工場の殺菌トレーを「二相ステンレス鋼」に置き換えることで、強度が増すので、補強材を減らすことができ、トレーの軽量化と加工コストの削減を実現しました。
低熱膨張のため、熱による変形やゆがみに強く、メンテナンスサイクルが延び、長寿命化することができました。
<製造販売元>
株式会社 奥谷金網製作所